















一、一个案例:表盘数值显示为“0”,纸张竟然无法传送!
笔者曾亲自走访过浙江一家大型包企,公司的B楞瓦楞纸板订单较多,有一次在做E楞纸箱时,操作人员已经将送纸间隙调整至标准位置1.5mm,但却无法送纸。后来考虑到是压力不足,操作人员便接着调整送纸间隙刻度表,但是直到表盘数值显示为“0”,纸张还是无法传送!究竟是什么原因?
后来,工程师将设备打开,竟发现送纸轮轴承里积累了大量的纸灰、纸屑···当表盘刻度显示为“0”,但实际送纸轮并没有达到咬合状态,送纸轮里的大量纸灰、纸屑,使得送纸轮无法达到预定的位置,从而使送纸压力与表烦显示刻度失实。
二、一个误区:刻度表显示的数据=送纸间隙
许多人在进行印刷间隙调整时,过度依赖刻度表显示器的数据,认为刻度表显示的数据就是印刷压力!但是在实际生产中,刻度表显示的间隙数值并不一定就是送纸间隙的实际数值。这是为什么呢?当设备送纸轮轴承被纸屑、油污等卡住,会造成偏心轮打滑,从而造成进纸间隙调整失效。
(1)在调整送纸间隙时的标准操作分为两步:
检测纸板厚度,一般用游标卡尺进行测量;
游标卡尺
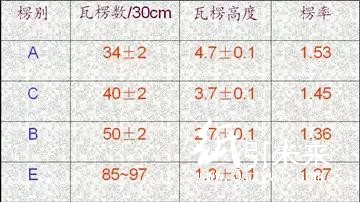
2.根据纸板厚度确定送纸间隙调整值,不同楞别的纸板厚度。不同一般而言,纸板厚度—0.3mm=送纸间隙
(2)认识刻度表
送纸间隙调整轮从0—13即送纸间隙为0—13mm,间隙数值越大,压力越小,当数值显示为0,意味着送纸轮处于咬合状态,压力最大。
三、三个步骤:保证间隙调整精度
经常紧固送纸间隙调整表的螺丝,保证表盘调整精度;
2.定期校正送纸间隙,保证送纸精度;一般用塞尺进行校正,塞尺厚度=间隙厚度。
塞尺
具体调整方法:先将塞尺塞到两送纸轮,调整至送纸轮完全咬住塞尺,查看表盘数据是否与塞尺厚度一致,如果不一致就需要进一步的调整。
3.定期对设备进行清洁和维护,避免油污、纸屑卡主送纸轮轴承。



 行情
行情
 订单
订单
 广告
广告
 我要
我要
 签到
签到

 关注
关注
 客服
客服 TOP
TOP


 粤公网安备 44011202002240号
粤公网安备 44011202002240号