















纸引未来网讯;
1、楞型切换:测试三层到五层切换需要的时间
瓦线在楞型切换时,尤其是三层切换五层时,需要将两台单瓦机上的纸通过天桥,通过糊机进入热板粘合,楞型切换完成。这个过程中有可能会出现停机操作,因此需要了解楞形的切换时间。
检测方法:查看换楞过程及时间。
检测工具:秒表。
检测过程:现场查看楞型切换,使用秒表计时。
某瓦线的C单瓦机操作人员将单瓦楞通过天桥上端拉到糊机使用时间3分钟,贴面机操作人员再进行单瓦穿过糊机。B单瓦与C单瓦复合并对齐,进入热板时间共用2分钟,这样的楞形切换表现,在同类产品中属于优良级。
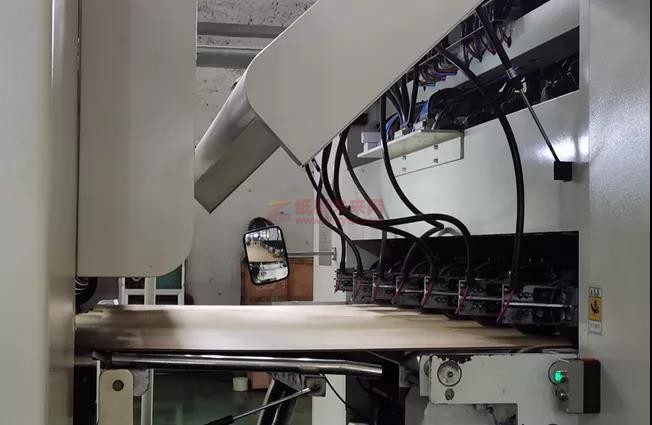
2、纵切排刀时间:测试纵切机切换订单所需要的排刀时间
瓦线方向对纸板进行纵切和压痕,纵切机排刀时间会直接影响生产效率,排刀的精度直接影响损耗。纵切机的典型发展趋势是:采用伺服电机、PLC控制,可在高速条件下进行不停机订单更换。
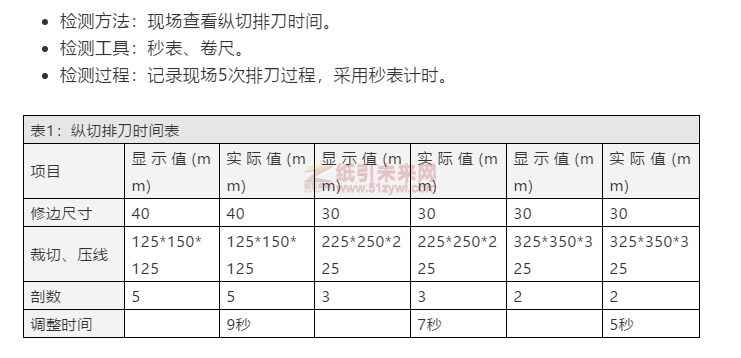
例如以上纵切机,采用伺服电机通过生管系统控制PLC自动调整生产尺寸,依据生产检验数据,平均换单时间为7秒,压线与裁切尺寸电脑显示值与实际值没有出现误差值。这样的表现,在同类产品中属于优秀级。
3、磨刀方式:测试磨刀便利性以及频率
纵切机薄刀选择与之相匹配的砂轮,是影响薄刀使用寿命的重要环节。现在薄刀的材质一般是高速钢和钨钢两种,磨刀次数及保养过程是非常重要的。磨刀时间过长会影响刀的使用寿命,长时间不磨刀会造成裁切毛边等现象。只有正确合理的磨刀方式才能保证纸板刀口光洁度。
检测方法:通过现场查看。
检测工具:秒表。
检测过程:通过现场10分钟时间查看磨刀频率。
例如,某纵切机采用钨钢薄刀进行分纸,砂轮采用金刚石砂轮,比较适用于磨削钨钢材料,有利于提高薄刀的刃磨效果和质量。依据现场查看,每次磨刀时间为4秒,在生产中应每隔1小时左右给单刀的润滑油毛毡加油一次,当外径小于240mm时更换新刀。如此表现,在同类产品中属于优秀级。
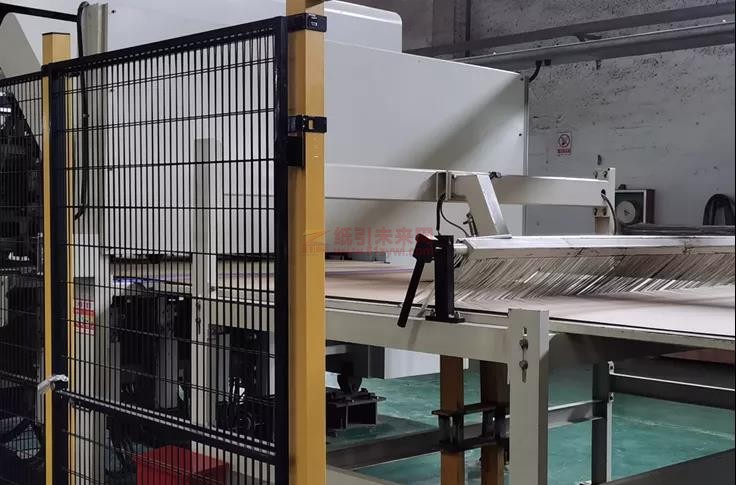
4、自动对边:测试对边调整的方式与时间
瓦楞纸板生产中更换原纸时,单瓦机纸边需要与糊机纸边对齐,形成单瓦与面纸成一条直线通过糊机进行粘合,形成三层或五层瓦楞纸板。此项功能分自动与手动,纸边如没有对齐或延迟对齐将会导致生产损耗,因此需要了解瓦线的自动对边系统。
检测方法:现场查看自动对边系统。
检测工具:秒表。
检测过程:使用秒表针对换单计时,查看纸边对齐方式。
例如,针对某瓦线,通过现场4个门幅测试,自动对边系统每次对齐需要15-18秒钟,瓦线在原纸架中心安装有红外定位仪,以中线点进行纸边对齐;如遇到生产原纸门幅与实际不同时,可切换成手动调整。



 行情
行情
 订单
订单
 广告
广告
 我要
我要
 签到
签到

 关注
关注
 客服
客服 TOP
TOP


 粤公网安备 44011202002240号
粤公网安备 44011202002240号